Cómo elegir el niple bridado correcto para sistemas de alta presión
Elegir el niple bridado (flanged nipple) correcto para un sistema de alta presión es crítico para garantizar la seguridad, evitar fugas catastróficas y prolongar la vida útil de las conexiones hidráulicas o industriales. A presiones elevadas, cualquier error en la selección de materiales o dimensiones puede provocar fallas estructurales.
Para tomar la decisión correcta, debes evaluar las especificaciones técnicas siguiendo esta guía paso a paso:
1. Identificar el Tipo de Brida y la Norma Técnica
Las conexiones de alta presión no se seleccionan al azar; se rigen por normas internacionales estrictas que definen los límites de presión y temperatura.
- Norma SAE J518 / ISO 12151-3: Es el estándar más común en sistemas hidráulicos de potencia. Se divide en dos series principales:
- Código 61 (Standard Pressure): Soporta presiones de entre 3,000 y 5,000 PSI según el tamaño.
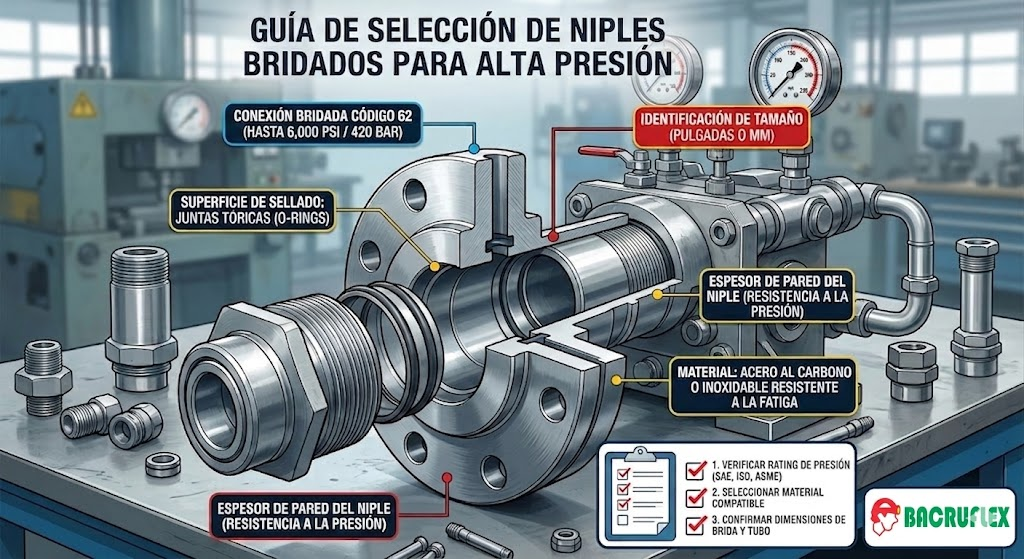
- Código 62 (High Pressure): Diseñado específicamente para alta presión, soportando de manera uniforme hasta 6,000 PSI (420 bar) en todos sus tamaños.
- Normas ASME/ANSI (B16.5): Más comunes en tuberías de procesos industriales, petróleo y gas. Para alta presión, se suelen utilizar clases como Clase 600, 900, 1500 o 2500.
2. Definir el Tipo de Cara de la Brida (Sellado)
El método de sellado determina la capacidad de la junta para contener la presión:
- Cara con junta tórica (O-Ring Face): Es la norma en hidráulica móvil e industrial de alta presión (SAE Código 62). El O-ring se aloja en una ranura mecanizada en la cara del niple y se comprime contra la contraparte plana. Es altamente efectivo contra vibraciones y picos de presión.
- Cara Resaltada (Raised Face – RF): Común en la norma ASME. Concentra la fuerza de apriete en un área menor para maximizar la capacidad de sellado de la junta (empaquetadura).
3. Selección del Material del Niple
El material debe ser compatible con el fluido de trabajo y tener la resistencia mecánica necesaria para soportar el esfuerzo hidrostático.
- Acero al Carbono (ej. AISI/SAE 1020 o 1045): Es el estándar para sistemas hidráulicos de aceite mineral. Suele requerir recubrimientos (como zincado o fosfatado) para prevenir la corrosión externa.
- Acero Inoxidable (ej. 316/316L): Obligatorio si el sistema transporta fluidos corrosivos, agua a alta presión, o si opera en ambientes marinos o mineros agresivos. Ofrece una excelente resistencia a la fatiga.
4. Dimensionamiento del Tubo y del Espesor de Pared (Schedule)
El diámetro interior del niple debe coincidir con el flujo requerido (caudal) para evitar caídas de presión o turbulencias.
Sin embargo, en alta presión lo más importante es el espesor de la pared. Si estás soldando un niple bridado a una tubería, el niple debe tener una clasificación de cédula (Schedule) adecuada:
- Para alta presión, se descartan las cédulas estándar (Sch 40) y se opta por Schedule 80, Schedule 160 o XXS (Double Extra Heavy), garantizando que el cuerpo del niple no se deforme ni reviente.
5. Método de Conexión al Sistema
Debes evaluar cómo se unirá el niple al resto de la línea:
- Niple bridado para soldar (Butt-weld o Socket-weld): Ideal para instalaciones permanentes de extrema presión, ya que la soldadura elimina los puntos de fuga roscados.
- Niple bridado crimpado (Prensado): Si el niple va acoplado a una manguera hidráulica de alta presión (por ejemplo, mangueras de 4 o 6 mallas de acero R13 o R15), el extremo de la espiga del niple debe ser compatible con el sistema de prensado de dicha manguera.
Resumen de Criterios de Selección
Para no fallar en la elección, llena esta lista de verificación técnica antes de realizar la compra o especificación:
| Factor Crítico | Qué debes verificar |
| Presión de Trabajo | Asegúrate de que la presión de diseño del sistema sea $\le$ a la presión de trabajo del niple (ej. Código 62 para 6,000 PSI). |
| Factor de Seguridad | En alta presión, los componentes suelen diseñarse con un factor de seguridad de 4:1 (Presión de ráfaga vs. Presión de trabajo). |
| Temperatura | Las altas temperaturas reducen la resistencia a la presión de los metales y pueden degradar el O-ring de sellado (usa Vitón/FKM si supera los 100°C). |
| Fluido | Compatibilidad química con el acero y el elastómero del sello. |