Todo lo que debes saber sobre los niples bridados
Los niples bridados son componentes críticos en los sistemas de tuberías industriales, especialmente cuando se requiere conectar tubos, mangueras o equipos que manejan altas presiones, fluidos abrasivos o diámetros considerables.
A continuación, te presento una guía técnica completa sobre su estructura, tipos, ventajas y aplicaciones principales.
¿Qué es un Niple Bridado?
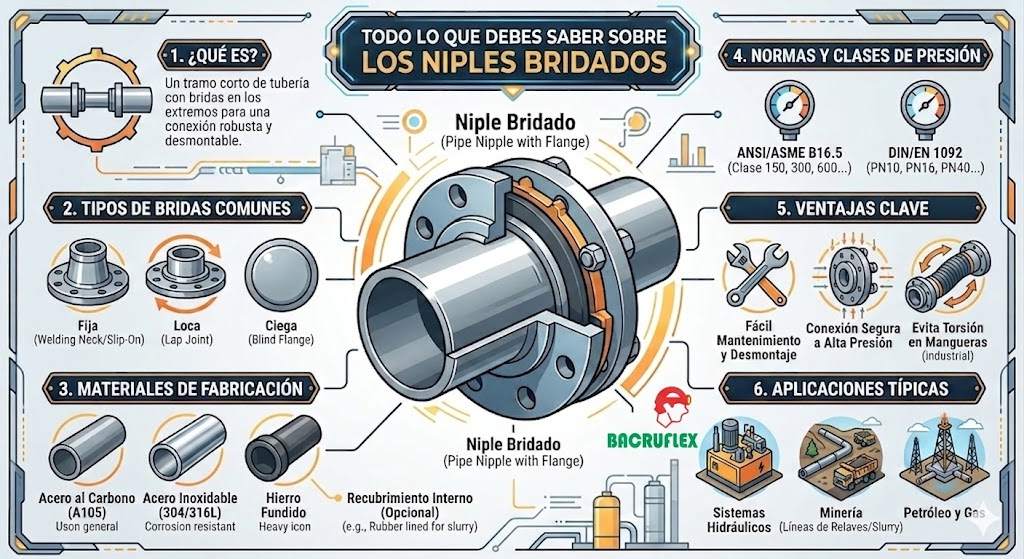
Un niple es, por definición, un tramo corto de tubería utilizado para unir dos conexiones. La particularidad del niple bridado es que incorpora una o dos bridas (flanges) en sus extremos.
En lugar de depender de roscas o soldadura directa en el campo para la unión final, este componente permite un ensamble empernado, lo que facilita enormemente el montaje, mantenimiento y desmontaje de la línea.
Características Técnicas Principales
Para seleccionar o especificar un niple bridado correctamente, se deben considerar los siguientes factores:
1. Tipos de Brida Comunes
- Bridas Fijas (Welding Neck o Slip-On): Están soldadas directamente al cuerpo del niple. Ofrecen la máxima resistencia estructural y estanqueidad.
- Bridas Locas o Giratorias (Lap Joint / Stub End): La brida puede girar libremente sobre un extremo preformado (stub end). Esto es ideal para alineación de pernos en espacios confinados o donde el niple debe conectarse a mangueras hidráulicas o industriales de gran calibre que no admiten torsión.
2. Materiales de Fabricación
La elección del material depende estrictamente del fluido y del entorno de trabajo:
- Acero al Carbono (ASTM A105 / A53): El estándar para aplicaciones generales de agua, aceite y gas a presiones moderadas.
- Acero Inoxidable (304/316L): Crucial para la industria química, minera (fluidos corrosivos) o alimentaria.
- Hierro Ductil / Fundido: Común en sistemas de agua potable, alcantarillado y plantas de tratamiento.
- Recubrimientos Especiales: En sectores exigentes como la minería, los niples bridados suelen llevar un recubrimiento interno de caucho (rubber lined) o poliuretano para resistir el paso de pulpas altamente abrasivas (slurry).
3. Normas y Clases de Presión
Las dimensiones y la resistencia de las bridas se rigen por estándares internacionales:
- ANSI/ASME B16.5: Las clasificaciones más comunes son Clase 150, 300, 600, 900 y 1500.
- Normas DIN / EN 1092: Especificadas por presiones nominales (PN10, PN16, PN40, etc.).
Ventajas Clave en la Industria
- Facilidad de Mantenimiento: Permiten desmontar secciones de la tubería o cambiar válvulas y bombas sin necesidad de cortar ni soldar de nuevo.
- Cero Torsión en Mangueras: Cuando se usan en conjuntos de mangueras industriales de gran diámetro (como las de succión y descarga de agua o hidrocarburos), las bridas locas evitan que la manguera se tuerza al instalarla, prolongando su vida útil.
- Soporte de Alta Presión y Vibración: La unión por pernos distribuye la fuerza de manera uniforme a lo largo del empaque (gasket), lo que los hace muy superiores a las conexiones roscadas frente a golpes de ariete o vibraciones mecánicas.
Aplicaciones Típicas
Los niples bridados se encuentran en casi cualquier sector que maneje fluidos a escala industrial:
- Minería y Construcción: Conexión de líneas de bombeo de relaves, agua de mina y transporte de fluidos abrasivos.
- Sistemas Hidráulicos de Gran Caudal: Transición de tuberías rígidas a mangueras de alta presión en maquinaria pesada o plantas industriales.
- Sector Oil & Gas: Transferencia de combustibles, lubricantes y derivados del petróleo.
- Plantas de Bombeo y Tratamiento de Agua: Acoplamiento directo a la entrada y salida de bombas centrífugas, válvulas de retención (check) y de compuerta.
Consideraciones para una Correcta Instalación
- Alineación: Las caras de las bridas deben estar perfectamente paralelas antes de ajustar los pernos. Forzar la alineación con los pernos genera un estrés mecánico que puede fracturar la brida o causar fugas.
- Torque Cruzado: El ajuste de los pernos siempre debe realizarse en un patrón de estrella o cruzado, aplicando el torque de forma gradual para asegurar que el empaque se comprima de manera uniforme.
- Compatibilidad del Empaque: Asegurarse de que la junta o empaque (sea de caucho, neopreno, espirometálica o grafito) sea compatible tanto con el fluido como con la temperatura de trabajo.