¿Qué pruebas cíclicas de impulso de presión de fábrica deben superar los conectores prearmados para mangueras hidráulicas para obtener certificación internacional?
Para que los conectores prearmados (o ensamblajes de mangueras hidráulicas) obtengan una certificación internacional, deben someterse a rigurosas pruebas de impulso de presión cíclica. Estas pruebas simulan las duras condiciones de trabajo en el campo, donde la presión del sistema hidráulico sube y baja constantemente debido a la activación de válvulas y actuadores.
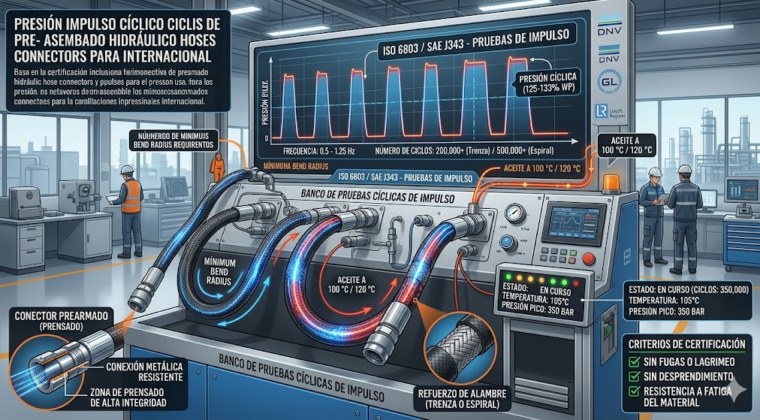
La normativa internacional de referencia para este ensayo es la ISO 6803 (asociada estrechamente con la ISO 1436, SAE J343 y SAE J517).
A continuación, se detallan los requisitos clave, parámetros y criterios que deben superar para certificarse:
1. Parámetros del Ensayo Cíclico (ISO 6803 / SAE J343)
La prueba consiste en someter a un conjunto de manguera y conector (prearmado) a picos de presión continuos bajo una curva de onda específica.
- Número de ciclos (Impulsos): Depende del tipo de manguera y la norma.
- Mangueras con refuerzo de trenza de alambre (ej. R1AT, R2AT / 1SN, 2SN): Deben superar un mínimo de 200,000 ciclos.
- Mangueras con refuerzo de espiral de alambre de alta presión (ej. 4SP, 4SH, R12, R13, R15): Deben superar un mínimo de 400,000 o 500,000 ciclos (algunas especificaciones OEM exigen hasta 1 millón de ciclos).
- Presión de impulso: Generalmente se realiza al 125% o 133% de la Presión Máxima de Trabajo (WP) de la manguera, dependiendo de la norma específica del producto.
- Temperatura del fluido: El aceite hidráulico de prueba se mantiene a una temperatura elevada, típicamente a 100 °C (o hasta 120 °C para mangueras de alta temperatura), para replicar el estrés térmico real.
- Configuración física: Las muestras no se prueban en línea recta. Se colocan en el banco de pruebas dobladas en forma de «U» (con un giro de 90° o 180° según el radio mínimo de curvatura), lo que añade tensión mecánica a la zona de prensado del conector.
2. La Curva de Onda de Presión
El ensayo no es solo «inflar y desinflar» la manguera; la presión debe seguir un patrón geométrico muy estricto controlado por computadora:
- Onda de onda cuadrada o en «pico»: La presión debe subir de casi cero a la presión de prueba de manera casi instantánea (en fracciones de segundo), mantenerse un breve momento y caer drásticamente.
- Frecuencia: Se aplican entre 0.5 Hz y 1.25 Hz (es decir, de 30 a 75 impulsos por minuto). Un ritmo más rápido o lento podría alterar los resultados de fatiga del metal del conector o de la goma de la manguera.
3. Criterios de Aceptación (¿Cómo se gana la certificación?)
Para que el lote o el diseño del conector prearmado reciba la certificación internacional (ya sea por entes como DNV, GL, Lloyd’s Register, o ABS), las muestras ensayadas deben cumplir con lo siguiente:
- Cero fugas o fallas: Ninguna de las muestras probadas (usualmente se requiere un mínimo de 4 unidades simultáneas) puede presentar filtraciones, lagrimeo ni pérdida de presión durante todo el conteo de ciclos.
- Sin desprendimiento (Blow-off): El conector no debe deslizarse ni separarse de la manguera. El prensado (crimping) debe mantener su integridad estructural absoluta.
- Resistencia a la fatiga del material: El cuerpo del conector metálico (las tuercas, las espigas o las colas) no debe presentar grietas por fatiga ni deformaciones plásticas que comprometan la conexión.
4. Pruebas Complementarias Obligatorias
Aunque la prueba de impulso cíclico es la más difícil y crucial para la certificación de resistencia a la fatiga, se acompaña siempre de estas dos pruebas de fábrica en el mismo protocolo:
- Prueba de Presión de Rotura (Burst Test – ISO 1402): Se eleva la presión de manera hidrostática continua hasta que el ensamblaje explota. Para certificarse, la rotura debe ocurrir obligatoriamente a un mínimo de 4 veces la presión de trabajo (factor de seguridad 4:1).
- Prueba de Estanqueidad / Prueba de Prueba (Proof Test): Se somete al 100% de los ensamblajes producidos comercialmente (o muestras de lote) a 2 veces la presión de trabajo durante un periodo corto (de 30 a 60 segundos) para asegurar que no haya defectos de ensamblaje de fábrica antes de salir al mercado.