¿Qué espesor de recubrimiento de zinc-niquel deben poseer los conectores prearmados para mangueras hidráulicas para resistir la niebla salina?
Para las conexiones prearmadas (fittings) de mangueras hidráulicas, el estándar de la industria exige un espesor de recubrimiento de zinc-níquel (Zn-Ni) que oscila entre los 5 y 12 micrómetros ($\mu m$), siendo 8 a 10 $\mu m$ el punto óptimo más común.
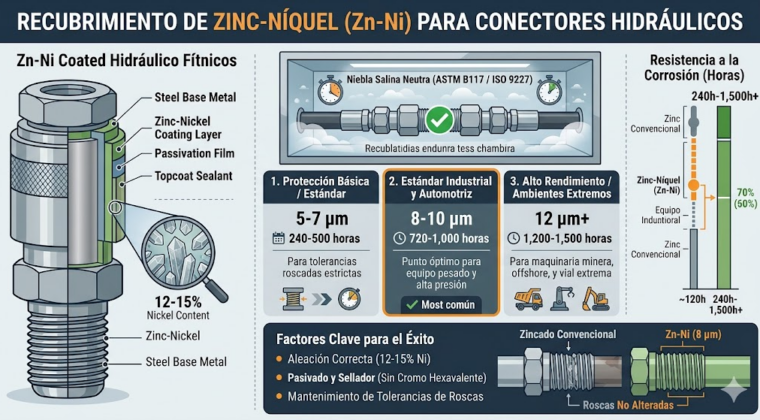
El rendimiento específico frente a la prueba de niebla salina neutra (según normas como ASTM B117 o ISO 9227) varía directamente según el espesor y el tratamiento posterior (pasivado y selladores):
Relación de Espesor vs. Resistencia (Horas de Niebla Salina)
- 5 a 7 $\mu m$ (Protección Básica / Estándar): Resiste entre 240 y 500 horas sin presencia de óxido rojo (corrosión del metal base). Es ideal para componentes con tolerancias roscadas muy estrictas donde capas más gruesas alterarían el ensamblaje.
- 8 a 10 $\mu m$ (Estándar Industrial y Automotriz): Es la especificación más utilizada por fabricantes de equipo pesado y sistemas hidráulicos de alta presión. Garantiza un mínimo de 720 a 1,000 horas libres de óxido rojo.
- 12 $\mu m$ o más (Alto Rendimiento / Ambientes Extremos): Supera las 1,200 a 1,500 horas de resistencia. Se reserva para aplicaciones críticas expuestas a condiciones severas, como maquinaria minera subterránea, equipos para el sector offshore (marítimo) o maquinaria vial de alta exigencia.
Factores clave para el éxito del recubrimiento
- La aleación correcta: Para lograr este nivel de protección con espesores tan delgados, la capa debe contener un porcentaje de níquel estrictamente controlado, generalmente entre el 12% y el 15% (el resto es zinc). Si el porcentaje baja, la protección cae drásticamente.
- Pasivado y Sellador (Topcoat): El espesor por sí solo no lo es todo. Las conexiones modernas incluyen una capa de pasivación (libre de cromo hexavalente para cumplir normativas ambientales como RoHS) y un sellador orgánico o inorgánico. Esto detiene la aparición prematura del «óxido blanco» (corrosión del propio recubrimiento), el cual suele aparecer entre las 120 y 240 horas antes de que se afecte el acero.
- Ventaja sobre el Zincado Tradicional: La gran ventaja de mantener el espesor bajo (alrededor de 8 $\mu m$) es que no altera las tolerancias de las roscas de los conectores ni de las tuercas de golpe, pero ofrece hasta 5 o 7 veces más resistencia que un zincado electrolítico convencional (que suele fallar a las 120 horas).
