¿Qué tipo de fallas ocurren si se corta una manguera hidráulica a una velocidad muy baja en las máquinas de corte de mangueras?
Cortar una manguera hidráulica a una velocidad de avance muy baja en la tronzadora es un error común que genera fallas severas por una razón física simple: fricción excesiva.
Las máquinas de corte de mangueras dependen de una velocidad lineal alta (tanto de rotación del disco como del empuje o avance) para cortar limpiamente el refuerzo de acero trenzado o espiralado sin calentar el caucho. Si el avance es muy lento, el disco pasa demasiado tiempo raspando el mismo punto.
A continuación, se detallan las fallas principales que este error provoca, divididas entre la manguera y el equipo:
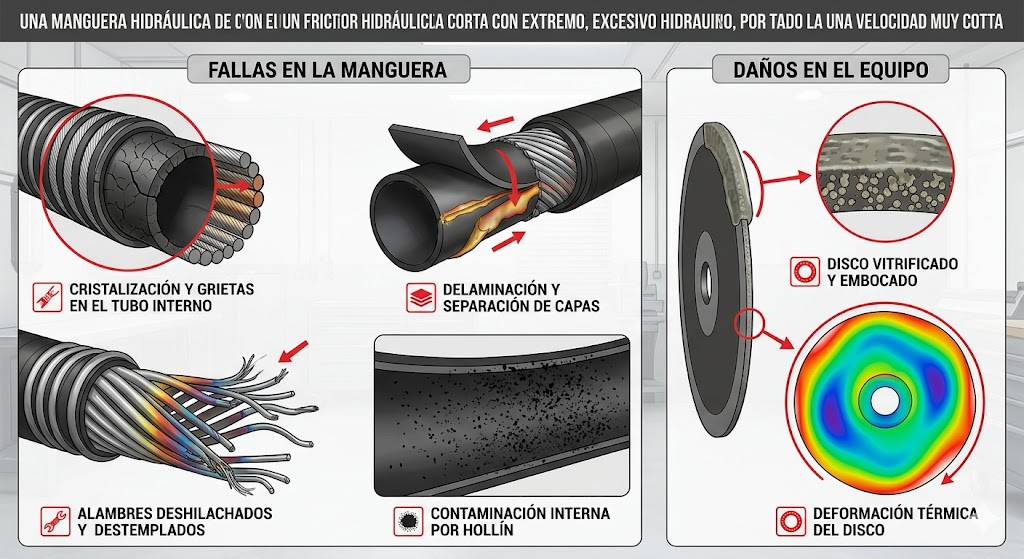
1. Fallas y daños en la manguera
- Cristalización y endurecimiento del tubo interno: El calor extremo generado por la fricción prolongada «cocina» el caucho sintético interior (goma de nitrilo o similar). Esto hace que pierda su flexibilidad, se vuelva quebradizo y se agriete bajo presión, provocando fugas internas tempranas.
- Separación de capas (Delaminación): Las mangueras hidráulicas unen sus capas de caucho y acero mediante adhesivos vulcanizados especiales. El calor excesivo derrite estos compuestos, haciendo que el tubo interno se despegue del refuerzo metálico. Al prensar las conexiones (férulas), la manguera puede fallar o reventarse en los extremos debido a esta falta de cohesión.
- Alambres deshilachados o destemplados: En lugar de rebanar el acero limpiamente, un corte lento tiende a arrastrar y deshilachar los hilos del trenzado. Además, el calor destempla el acero (le quita sus propiedades mecánicas de alta resistencia), reduciendo drásticamente la capacidad de la manguera para soportar picos de presión.
- Generación masiva de humo y contaminación interna: El caucho quemado genera un hollín pegajoso y residuos carbonizados que se depositan dentro de la manguera. Si la manguera no se limpia profundamente después del corte, estas partículas viajan directamente al sistema hidráulico, dañando válvulas proporcionales, tapando filtros y desgastando las bombas.
2. Daños en el equipo de corte (Consumibles)
- Embozamiento o «vitrificado» del disco: El caucho derretido por la baja velocidad se adhiere a los poros del disco de corte (sea abrasivo o ranurado). Esto crea una capa lisa que impide que los diamantes o granos abrasivos muerdan el material, arruinando la eficiencia del disco para los siguientes cortes.
- Deformación térmica del disco: La acumulación localizada de calor en el perímetro del disco puede expandir el metal de forma irregular, provocando pandeo o alabeo. Un disco deformado vibra, realiza cortes torcidos y se vuelve peligroso porque puede romperse durante la operación.
El método correcto de corte
Para evitar estas fallas, el corte debe ser un movimiento firme, rápido y continuo. En mangueras de alta presión (especialmente las de 4 o 6 mallas de acero), se utiliza un sistema de pasadores en la mesa de la máquina para curvar ligeramente la manguera antes de que toque el disco.
Por qué funciona la curvatura: Al estar tensionada, la manguera se abre de forma natural a medida que el disco avanza, evitando que las paredes de caucho presionen los costados del disco en movimiento, minimizando drásticamente la fricción y el calor.