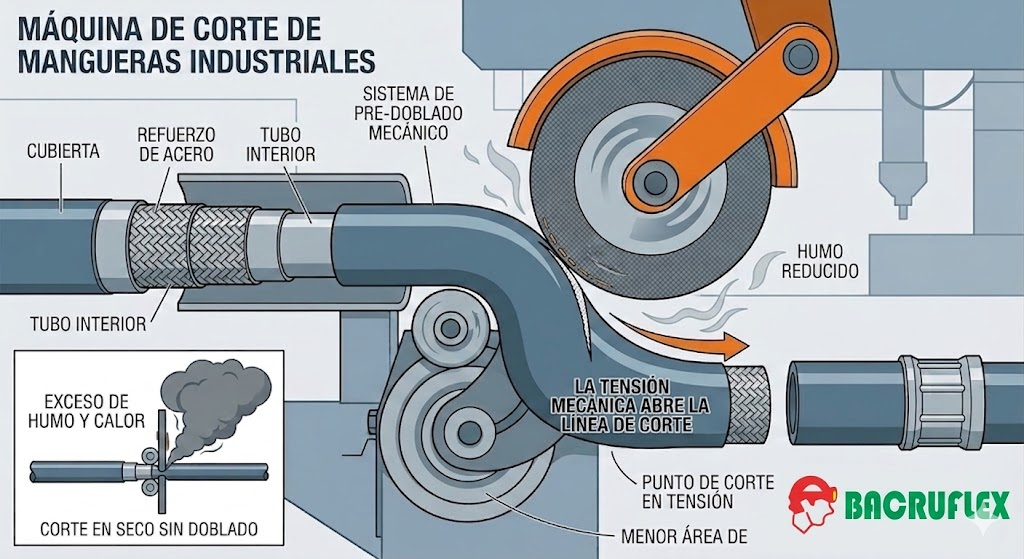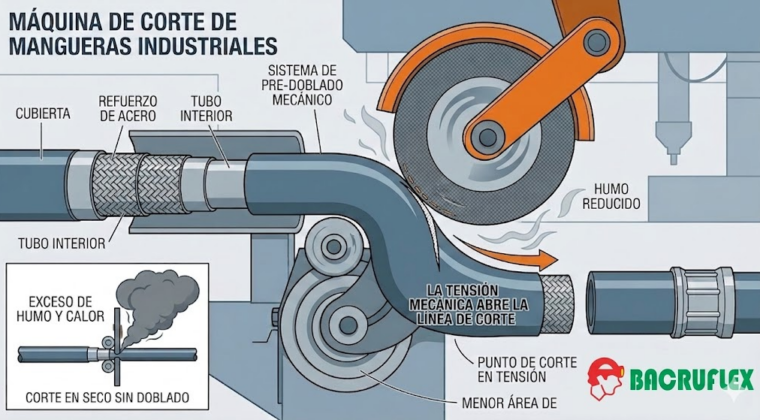
¿Por qué las máquinas de corte de mangueras doblan mecánicamente la manguera antes de que el disco la toque?
Ese doblado previo no es un capricho del diseño; es una técnica de ingeniería fundamental para lograr un corte limpio, seguro y eficiente, especialmente en mangueras hidráulicas e industriales de alta presión que contienen mallas de acero trenzado.
Cuando los pasadores o el sistema neumático empujan la manguera para curvarla antes de que baje el disco de corte (tronzadora), se están resolviendo tres grandes problemas técnicos a la vez:
1. Evita que el disco se «atasque» (Efecto de cuña)
Si intentas cortar una manguera completamente recta, a medida que el disco avanza hacia el centro, las dos mitades de la manguera tienden a colapsar hacia adentro por su propio peso y flexibilidad, «abrazando» y frenando el disco. Esto genera una fricción brutal que puede trabar el motor, desgastar prematuramente el disco de corte o incluso romperlo, lo cual es muy peligroso. Al doblar la manguera, la tensión mecánica abre de forma natural la línea de corte a medida que el disco penetra, manteniendo los extremos separados y libres de fricción.
2. Reduce drásticamente la fricción, el humo y el olor
Las mangueras hidráulicas están hechas de caucho denso y capas de acero. Si el disco pasa demasiado tiempo rozando las paredes laterales del corte, el caucho se quema, generando nubes de humo denso, un olor insoportable y dejando un acabado carbonizado. Al estar doblada, el disco solo toca el punto exacto del frente de corte y la manguera se «separa» inmediatamente después de ser cortada, reduciendo el área de contacto al mínimo.
3. Garantiza un corte perfectamente perpendicular y plano
Para que un acople o conexión (prensado/crimpado) quede perfecto y no tenga fugas, el extremo de la manguera debe ser totalmente plano (a 90 grados). Si cortas una manguera recta, esta tiende a aplastarse u ovalarse bajo la presión del disco, deformando la estructura interna de alambre. Al pre-doblarla, la manguera gana rigidez estructural en la zona de flexión, lo que permite que el disco rebané las trenzas de acero limpiamente sin deformar el diámetro interno.
En resumen: Doblar la manguera tensa el material para que sea el propio corte el que se abra de forma natural. Menos esfuerzo para el motor, cortes más rápidos, discos que duran el doble y terminales listos para un prensado seguro y sin residuos metálicos internos.