¿Cómo se seleccionan los pasadores de doblado en las máquinas de corte de mangueras según el grosor del material?
En las máquinas de corte de mangueras hidráulicas e industriales, la selección de los componentes de doblado (también conocidos como rodillos o pasadores de empuje) no depende únicamente del grosor del material, sino principalmente del diámetro interior (DN) de la manguera, de su número de mallas o espirales de acero, y del tipo de corte que se vaya a realizar.
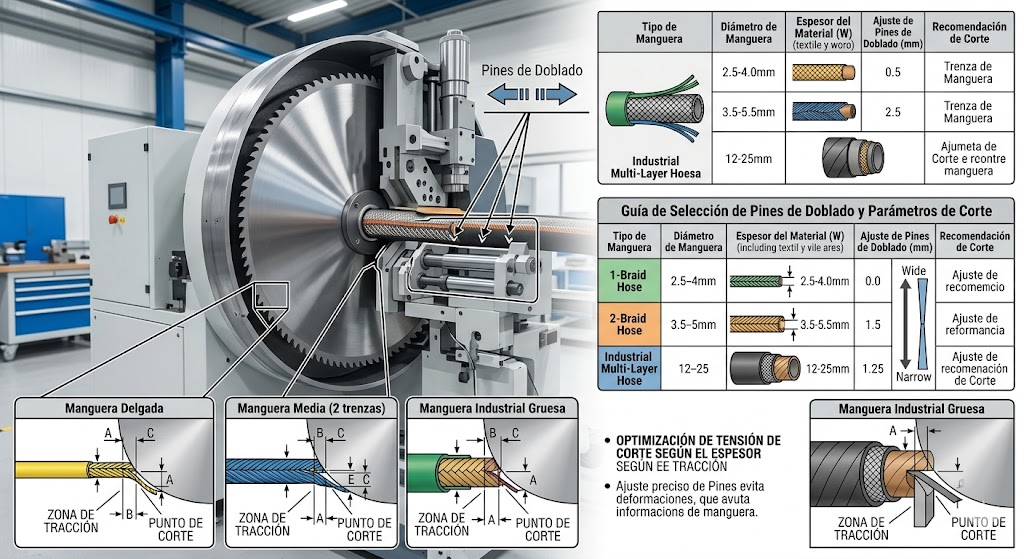
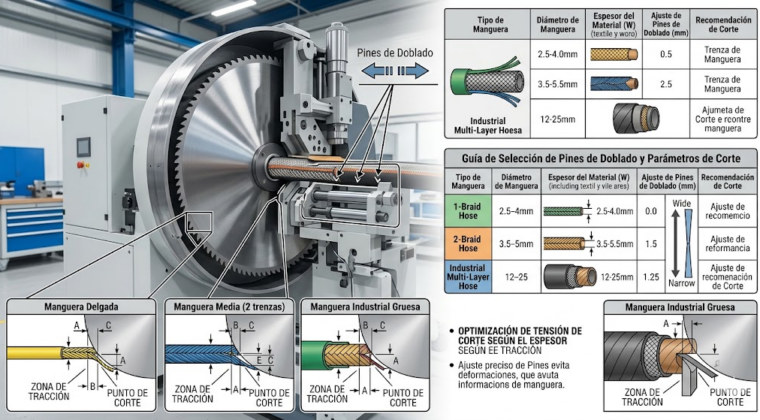
El objetivo de estos pasadores es curvar la manguera antes de que la cuchilla entre en contacto con ella. Al doblarla, el material se tensa en el punto de corte, lo que reduce la fricción, evita que la manguera se «atranque» o se deforme, y garantiza un corte perfectamente recto y limpio.
Aquí tienes los criterios clave para seleccionarlos y ajustarlos correctamente:
1. Relación entre Diámetro de la Manguera y Pasadores
Por lo general, las cortadoras industriales vienen con un juego de pasadores intercambiables o con un sistema de ajuste de posición. La regla general se basa en el volumen y rigidez de la manguera:
- Mangueras Delgadas (Hasta 1/2″ o DN12): Se utilizan los pasadores en las posiciones más cerradas (más juntas) o pasadores de menor diámetro. Al ser un material flexible, se necesita un punto de apoyo cercano para lograr la curvatura ideal sin que la manguera se mueva hacia los lados.
- Mangueras Medianas (De 5/8″ a 1 1/4″ o DN16 a DN32): Se utilizan pasadores estándar en posición intermedia. Esto da el espacio suficiente para la estructura del caucho y el acero sin estrangular la manguera.
- Mangueras Gruesas/Pesadas (1 1/2″ a 2″ o más / DN40 a DN50): Se seleccionan los pasadores más robustos y se colocan en la posición más abierta (más separados). Estas mangueras tienen un radio de curvatura muy rígido debido a las capas de acero trenzado; si los pasadores están muy juntos, la máquina requerirá demasiada fuerza hidráulica o manual para doblarla, lo que puede dañar el equipo o deformar el corte.
2. Ajuste Según la Estructura (Trenzas vs. Espirales)
El «grosor del material» en mangueras hidráulicas está definido por su construcción interna:
- Mangueras de 1 o 2 trenzas de acero (Ej. R1 / R2): Tienen paredes más delgadas y son más flexibles. Requieren que los pasadores fuercen un doblado un poco más pronunciado para que la cuchilla corte el acero limpiamente sin deshilacharlo.
- Mangueras de 4 o 6 espirales de acero (Ej. 4SH / 4SP / R13 / R15): Sus paredes son extremadamente gruesas y rígidas. Para estas, los pasadores deben configurarse para un doblado mínimo. La propia rigidez del material ya genera la tensión necesaria para la cuchilla. Un exceso de doblado aquí puede atascar el disco de corte.
3. Tabla de Referencia Típica de Configuración
Aunque cada fabricante (como Uniflex, Finn-Power o O+P) tiene su propia nomenclatura, la configuración estándar sigue este esquema de distancias:
| Tipo de Manguera | Diámetro Nominal (pulgadas) | Configuración de los Pasadores / Rodillos |
| Ligera / Textil | Cortas distancias o mangueras de baja presión | Posición muy junta / Pasador delgado |
| Mediana (1-2 trenzas) | 3/16″ a 1″ | Posición estándar (Ajuste intermedio) |
| Pesada (4 espirales) | 1″ a 1 1/4″ | Posición abierta (Mayor separación) |
| Extrapesada (6 espirales) | 1 1/2″ a 2″ o más | Posición máxima apertura / Rodillos de alta resistencia |
Consejos Prácticos para el Operario
La regla de oro del corte: Si al activar la cuchilla notas que el disco «sufre» o baja revoluciones, o si el corte sale diagonal, los pasadores están demasiado juntos o la manguera no se está doblando lo suficiente. Si la manguera se deforma o se aplasta antes de que la cuchilla la toque, los pasadores están ejerciendo demasiada presión (muy juntos para ese grosor).
Para mangueras industriales de gran diámetro (succión y descarga, descarga de cemento, etc.), donde el grosor del caucho es masivo pero no hay tanto acero, se suelen retirar los pasadores de doblado estándar y se utilizan mesas de rodillos niveladas para evitar que el peso desvíe el corte.