Por qué fallan las conexiones bridadas, errores comunes y cómo evitarlos
Las conexiones bridadas son fundamentales en los sistemas de tuberías industriales para asegurar la estanqueidad y permitir el desensamble. Sin embargo, cuando fallan, las consecuencias pueden ir desde costosas paradas de planta hasta graves riesgos de seguridad.
La gran mayoría de las fallas no se deben a defectos de fabricación de los componentes, sino a errores humanos durante el diseño, la preparación o el montaje.
A continuación, analizamos las causas principales, los errores más comunes y las mejores prácticas para evitarlos.
¿Por qué fallan? El principio de la falla
Para que una conexión bridada no tenga fugas, debe existir una fuerza de sellado constante (carga del perno) que comprima el empaque (gasket) lo suficiente como para llenar las imperfecciones de las caras de la brida. La falla ocurre cuando esa carga se pierde, es insuficiente o se distribuye de manera desigual.
Errores comunes y cómo evitarlos
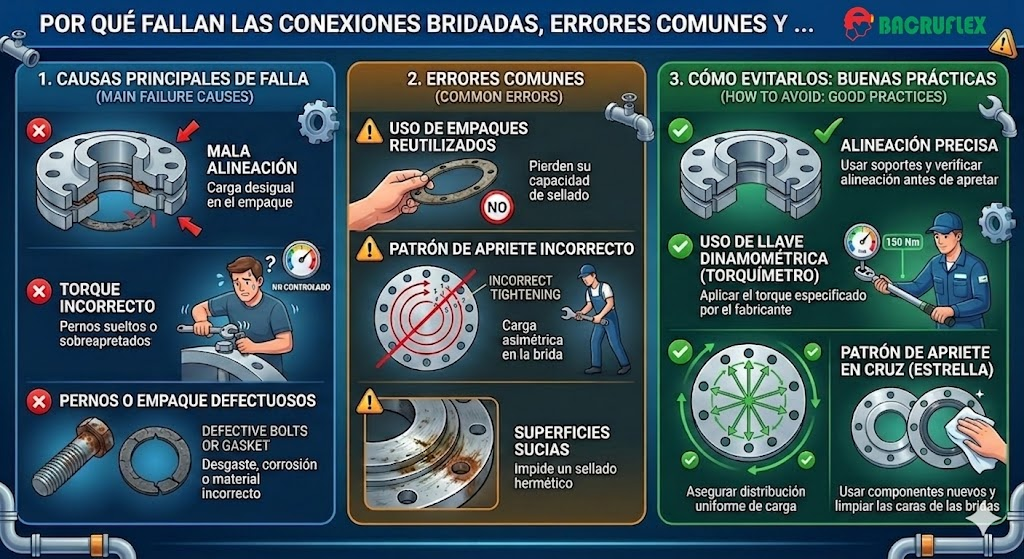
1. Torque incorrecto (Falta o exceso de apriete)
- El error: Ajustar los pernos «a ojo» o usando herramientas neumáticas sin control de torque. Si el apriete es insuficiente, la presión del fluido vencerá el sellado. Si es excesivo, se puede aplastar el empaque más allá de su límite elástico o deformar la brida.
- Cómo evitarlo: Utiliza siempre una llave dinamométrica (torquímetro) calibrada. Diseña o solicita una tabla con los valores de torque específicos para el tipo de brida, material del perno y del empaque que estás utilizando.
2. Secuencia de apriete inadecuada
- El error: Ajustar los pernos en círculo (uno al lado del otro). Esto provoca una compresión desigual, inclinando la brida y creando un «efecto cuña» donde el empaque queda libre en un extremo y sobrecomprimido en el otro.
- Cómo evitarlo: Sigue estrictamente el patrón en cruz o de «estrella» (como el recomendado por ASME PCC-1). El ajuste debe hacerse en etapas graduales (por ejemplo: 30%, 60% y luego el 100% del torque final), terminando con una ronda circular de verificación.
3. Desalineación de las bridas
- El error: Forzar la unión de dos bridas que no están paralelas o cuyos centros no coinciden, utilizando la fuerza de los pernos para alinearlas. Esto genera un estrés mecánico residual enorme en los pernos y una carga totalmente asimétrica en el empaque.
- Cómo evitarlo: Las tuberías deben estar correctamente soportadas y alineadas antes de colocar los pernos. La norma ASME PCC-1 establece límites estrictos para la holgura y el paralelismo de las caras antes del ensamble.
4. Mal estado o mala selección del empaque (Gasket)
- El error: Reutilizar un empaque viejo (nunca se debe hacer, ya que ha perdido su resiliencia), usar un material incompatible con el fluido o la temperatura, o instalar un empaque con almacenamiento deficiente (reseco o deformado).
- Cómo evitarlo: Selecciona el material adecuado (espirometálicos para alta presión/temperatura, grafito, PTFE, o caucho para bajas exigencias). Verifica que las dimensiones sean las correctas y limpia meticulosamente las caras de la brida para eliminar restos del empaque anterior, óxido o grasa antes de colocar el nuevo.
5. Lubricación deficiente de los pernos
- El error: Instalar los pernos secos o con óxido. La fricción se «traga» hasta el 80% o 90% del torque aplicado, lo que significa que el torquímetro marcará el valor objetivo, pero la fuerza real de estiramiento del perno (la que realmente aprieta la unión) será bajísima.
- Cómo evitarlo: Aplica un lubricante anti-seize (antiengrane) de calidad y con coeficiente de fricción conocido en las roscas del perno y en la cara de la tuerca que toca la brida. Esto asegura que el torque se convierta eficientemente en carga de sujeción.
Tabla Resumen: Diagnóstico de fallas en el empaque
A veces, al desarmar una conexión que falló, el propio empaque nos dice qué pasó:
| Condición del empaque usado | Causa probable | Acción correctiva |
| Grosor desigual (más plano de un lado) | Bridas desalineadas o apriete en círculo. | Corregir alineación de tubería; usar patrón en cruz. |
| Empaque partido o extruido hacia el tubo | Exceso de torque o mala selección de material. | Recalcular el torque; cambiar a un empaque más rígido. |
| Empaque quemado o degradado | Incompatibilidad térmica o química. | Evaluar materiales (ej. cambiar a grafito o espirometálico). |
| Empaque casi intacto (sin marcas de compresión) | Torque insuficiente o pernos trabados por fricción. | Lubricar pernos y aplicar el torque normado. |
Buenas prácticas de oro para el taller o campo
- Limpieza: Las caras de la brida deben tener el acabado (rugosidad) correcto (fonográfico o concéntrico) y estar libres de rayas radiales, que actúan como canales de fuga directos.
- Calidad de la tornillería: Usa pernos y tuercas del grado correcto (por ejemplo, ASTM A193 B7 para alta temperatura) y asegúrate de usar arandelas (huachas) endurecidas para distribuir mejor la carga.
- El reajuste térmico (Hot Torque): En líneas que operan a altas temperaturas, los materiales se expanden y se relajan. A veces es necesario un reajuste controlado una vez que el sistema alcanza la temperatura de operación, siempre siguiendo los protocolos de seguridad.