¿Por qué es crítico usar máquinas de limpieza de mangueras inmediatamente después de haber cortado y prensado un ensamble?
El corte y prensado de mangueras hidráulicas e industriales es, irónicamente, el momento donde más se contamina el interior del ensamble. Si esa manguera se instala o se almacena sin limpiar, se convierte en una «bomba de tiempo» para el sistema hidráulico.
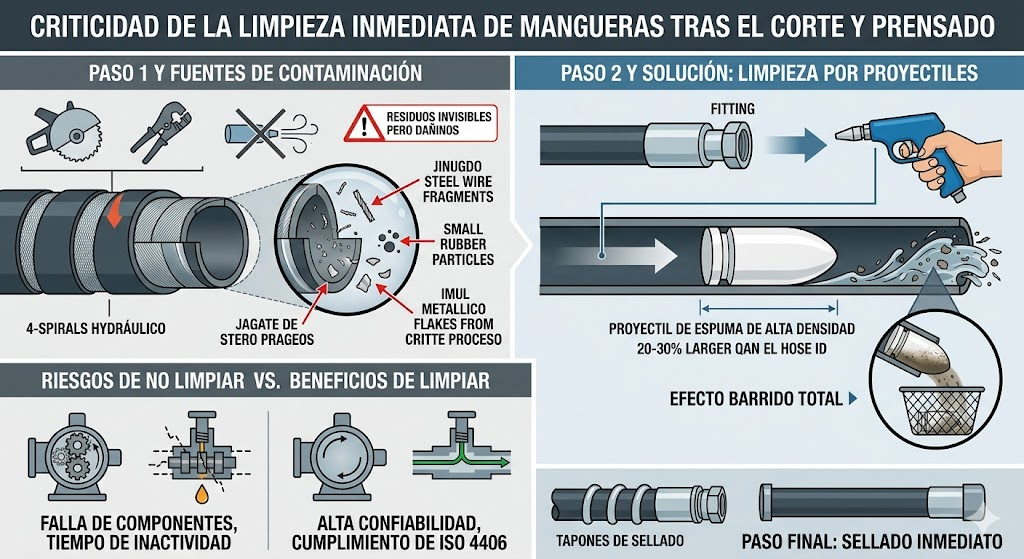
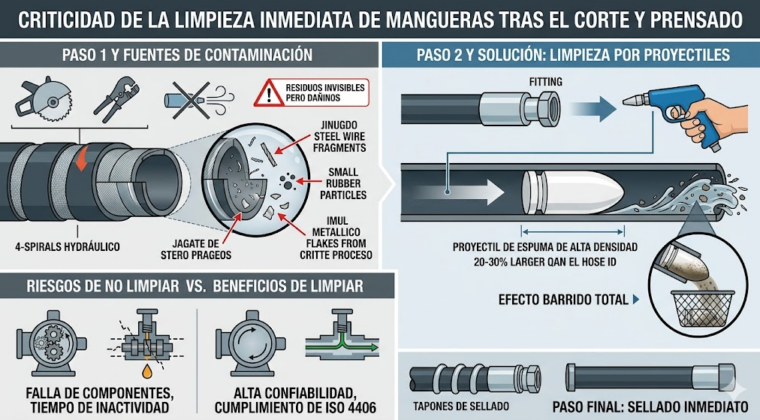
Las 3 fuentes de contaminación invisibles
Cuando cortas y prensas, se generan tres tipos de residuos críticos que se adhieren fuertemente a la pared interna del tubo de caucho:
- Polvillo de caucho quemado: El calor del disco de corte genera un polvillo negro ultrafino que se pega por estática.
- Virutas metálicas: El corte de la trenza o espiral de acero de alta resistencia desprende microfragmentos metálicos afilados.
- Residuos del prensado: Al deformar la junta (el fitting) durante el crimpado, pueden desprenderse escamas de metal o recubrimiento zincado, además del lubricante usado en el proceso.
El mito del aire comprimido: Soplarle aire con una pistola común no es suficiente. El aire a presión solo empuja las partículas sueltas, pero la estática y el aceite de corte mantienen los residuos metálicos pegados a las paredes internas.
¿Por qué el daño es catastrófico si no se limpia?
Los sistemas hidráulicos modernos trabajan con tolerancias extremadamente exigentes. Un ensamble sucio destruye componentes desde el primer minuto de operación:
| Componente afectado | Tipo de daño por contaminación | Impacto financiero |
| Bombas e Hidromotores | Las virutas metálicas causan abrasión en los pistones y engranajes, provocando pérdida de presión interna. | Muy alto (reemplazo completo) |
| Válvulas y Servoválvulas | El polvillo de caucho y metal bloquea los orificios piloto y raya los spools (carretes), trabando el sistema. | Alto (paradas de planta inesperadas) |
| Sellos y O-Rings | Las partículas afiladas actúan como lija, desgastando los sellos y provocando fugas de aceite. | Medio (mantenimiento correctivo frecuente) |
El método correcto: Limpieza por proyectiles
Para garantizar los estándares de limpieza (como la norma ISO 4406), se utilizan máquinas de limpieza neumática que disparan un proyectil de espuma de poliuretano de alta densidad a través de la manguera.
El proyectil debe tener un diámetro entre un 20% y un 30% mayor que el diámetro interno (ID) de la manguera. Al ser empujado por aire comprimido filtrado, se expande contra las paredes, «barriendo» y atrapando absolutamente todo el polvillo, las virutas y la humedad.
1.Corte y Prensado:Paso inicial.
Realizar el corte con disco adecuado y prensar las conexiones según las especificaciones del fabricante.
2.Disparo del proyectil (Dirección 1):Inmediatamente después.
Disparar el primer proyectil desde el extremo A hacia el extremo B para retirar el grueso de la contaminación de corte.
3.Disparo de contraflujo (Dirección 2):Garantía de limpieza.
Girar la manguera y disparar un segundo proyectil desde el extremo B hacia el extremo A. Esto elimina residuos atrapados en el quiebre interno del prensado.
4.Sellado instantáneo:Protección final.
Colocar tapones plásticos o cápsulas termocontraíbles (heat shrink caps) en ambos extremos. Si se deja abierta, el aire ambiental la recontaminará en pocos minutos.
Implementar la limpieza inmediata no es un lujo técnico; es la única forma de asegurar que un ensamble de alta calidad no termine destruyendo una maquinaria minera, de construcción o una línea de producción industrial.