¿Cómo se ajusta la velocidad de avance en las máquinas de corte de mangueras neumáticas o semiautomáticas?
El ajuste de la velocidad de avance en las cortadoras de mangueras industriales (ya sean hidráulicas o neumáticas con sistemas semiautomáticos) depende directamente de cómo se controla el movimiento del brazo de corte o del disco.
Si el avance es demasiado rápido, el disco se frena, se calienta y deforma la manguera; si es muy lento, se genera una fricción excesiva que quema la goma o el poliuretano.
El ajuste se realiza principalmente mediante dos métodos, según el tipo de accionamiento de la máquina:
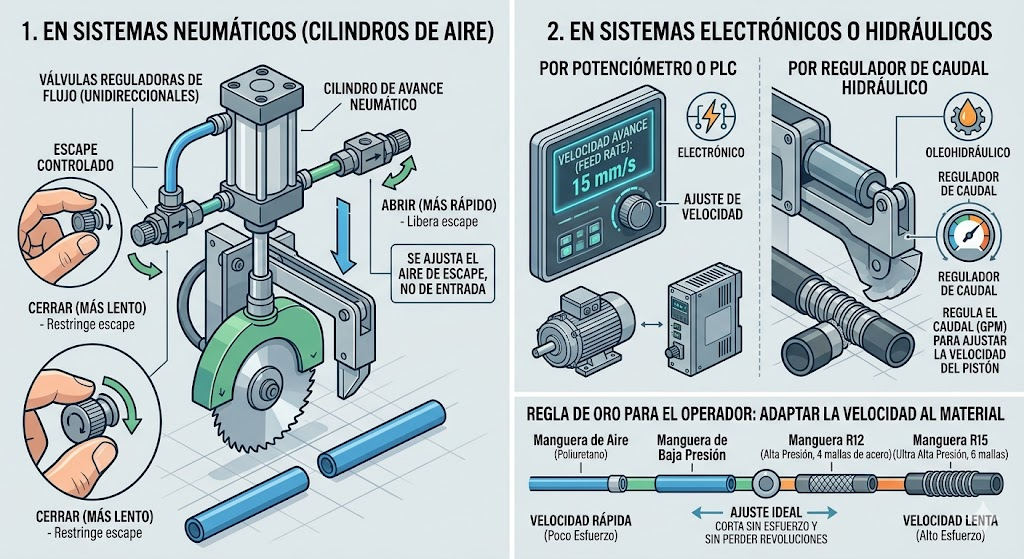
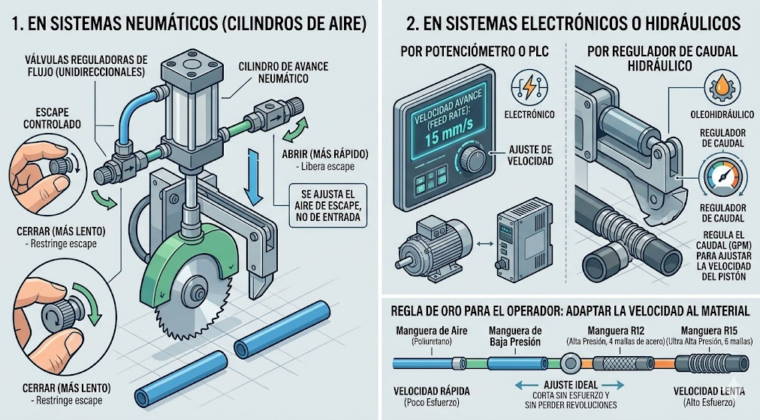
1. En sistemas Neumáticos (Cilindros de Aire)
En la mayoría de cortadoras semiautomáticas, el disco baja o avanza empujado por un cilindro neumático. Para regular la velocidad de ese cilindro de forma precisa, se utilizan válvulas reguladoras de flujo (unidireccionales) instaladas directamente en los puertos del cilindro.
El procedimiento técnico correcto sigue estos pasos:
1.Identificar la regulación por escape:Paso crítico de control.
La velocidad de un cilindro neumático siempre se regula controlando el aire que sale (escape) del cilindro, no el que entra. Esto evita que el cilindro avance a tirones o golpee bruscamente.
2.Ajustar el tornillo micrométrico:Giro manual.
Gira el tornillo de la válvula reguladora. Al cerrarlo (sentido horario), restringes el escape de aire, lo que hace que el avance del disco sea más lento y controlado. Al abrirlo (sentido antihorario), el aire escapa rápido y el corte es más veloz.
3.Fijar la contratuerca de seguridad:Evita desajustes por vibración.
Una vez que encuentres la velocidad ideal (donde el disco corta la manguera sin esfuerzo y sin perder revoluciones), aprieta la contratuerca para que las vibraciones del motor de corte no muevan el tornillo.
2. En sistemas Semiautomáticos Electrónicos o Hidráulicos
Si la cortadora cuenta con un panel de control o un sistema de avance motorizado/oleohidráulico, el ajuste cambia por completo:
- Por potenciómetro o PLC: Las máquinas con motores paso a paso o servomotores para el avance permiten regular la velocidad desde el panel digital. Se ajusta modificando los parámetros de Feed Rate (mm/s) en la pantalla antes de iniciar el ciclo.
- Por regulador de caudal hidráulico: Si el avance es oleohidráulico (común en cortadoras de mangueras de alta presión con trenzas de acero de gran diámetro), se gira una perilla que controla una válvula de aguja hidráulica para dosificar los galones por minuto (GPM) que recibe el pistón.
Regla de oro para el operador: A mayor diámetro de manguera o mayor número de mallas de acero (por ejemplo, mangueras R12 o R15 de cuatro a seis mallas), el avance debe ser más lento. Para mangueras de aire de poliuretano, nylon o mangueras de baja presión, el avance puede ser considerablemente más rápido.