¿Por qué es fundamental que las máquinas de corte de mangueras realicen un corte completamente recto y perpendicular al eje?
En el mundo de la oleohidráulica y las mangueras industriales, el corte no es solo el primer paso de la fabricación, sino el más crítico. Si el corte inicial falla, todo el ensamble posterior está condenado a fallar.
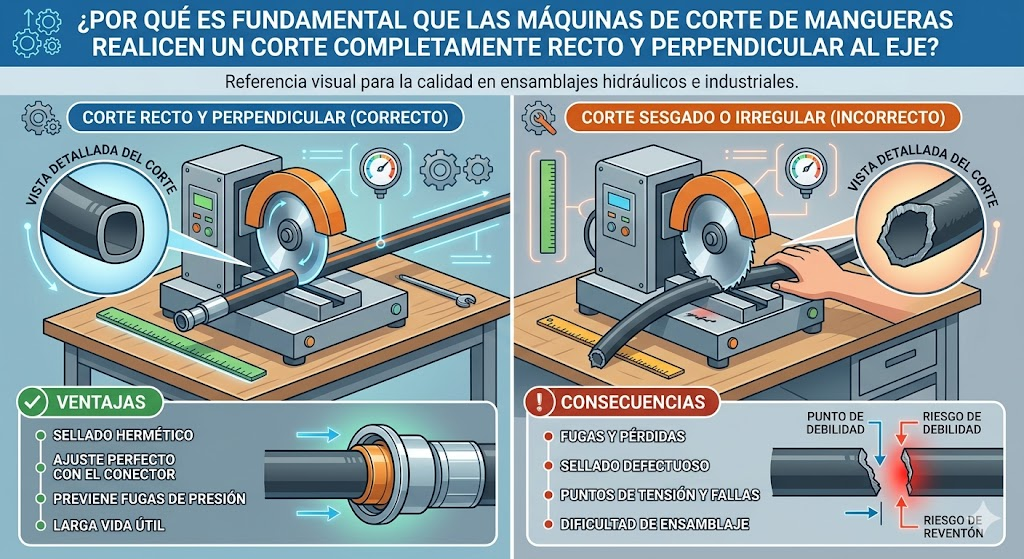
Que una máquina de corte especializada garantice un corte completamente recto y a 90 grados (perpendicular) respecto al eje de la manguera es fundamental por tres razones técnicas principales:
1. El sellado perfecto con la espiga (Fitting)
Cuando introduces la espiga metálica (el conector o fitting) dentro de la manguera, esta debe llegar hasta el fondo del tope del conector.
- Si el corte es recto: Toda la circunferencia del extremo de la manguera se apoya uniformemente contra el tope del conector, asegurando que los dientes internos del casquillo agarren la manguera exactamente con la misma presión en todo su perímetro.
- Si el corte es angular o irregular: Un lado de la manguera tocará el fondo antes que el otro. Esto deja una zona donde el casquillo de prensado no morderá la manguera con la profundidad correcta, creando un punto débil propenso a fugas o, peor aún, a que la manguera se desclave bajo alta presión.
2. Prevención de la contaminación del fluido
Las cortadoras profesionales utilizan discos de corte de alta velocidad (muchas veces dentados o lisos con bisel específico) que «separan» los cables de acero de la manguera en lugar de desgarrarlos.
- Un corte perpendicular y limpio minimiza el desprendimiento de virutas metálicas o polvo de caucho en el interior del tubo.
- Si se usa una herramienta inadecuada o el corte se desvía, el trenzado de acero interno se deshilacha. Esas micropartículas metálicas viajan directo al sistema hidráulico, pudiendo rayar las camisas de los cilindros o bloquear las válvulas proporcionales.
3. Distribución uniforme de la fuerza de prensado (Crimping)
Las mangueras hidráulicas trabajan bajo presiones extremas (muchas veces superando los 4000 o 5000 PSI). Al pasar por la prensa hidráulica, el casquillo metálico se deforma en frío para sellar la manguera contra la espiga.
- Si el corte interior es chueco, el volumen de caucho y acero dentro de la zona de prensado no es uniforme.
- Esto causa una distribución desigual de la fuerza. El lado con menos material tendrá menos retención, convirtiéndose en una zona de fatiga acelerada debido a los golpes de ariete (picos de presión) del sistema.
Regla de oro en el taller: Un corte angular de incluso unos pocos grados reduce la capacidad de retención del acople hasta en un 30%, elevando drásticamente el riesgo de accidentes laborales por desprendimiento de líneas vivas.