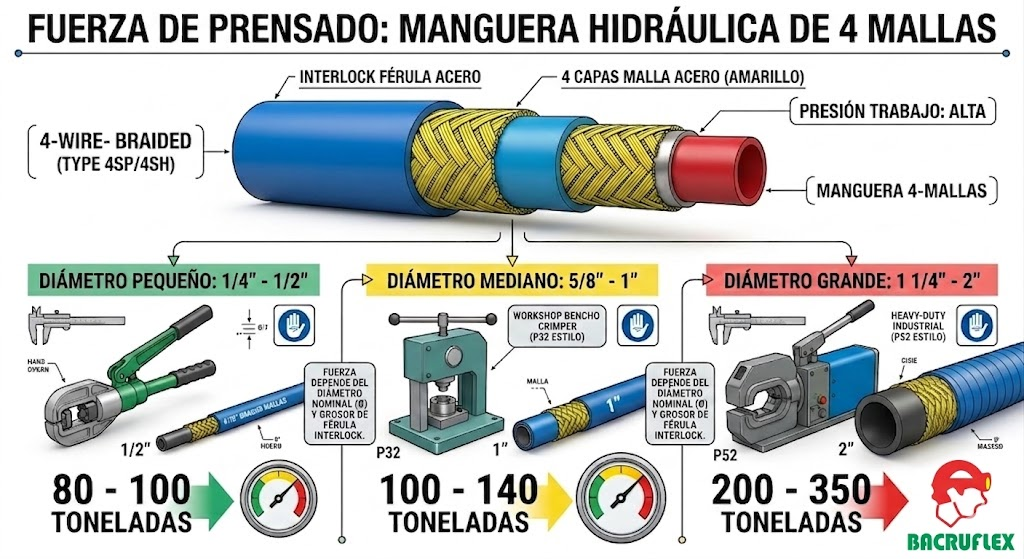
¿Cuánta fuerza de prensado (en toneladas) necesita una de estas máquinas de prensado de mangueras para ensamblar una línea hidráulica de 4 mallas?
Para prensar una manguera hidráulica de 4 mallas de acero (conocida comúnmente como manguera de alta presión tipo 4SP o 4SH), la fuerza de prensado requerida suele oscilar entre las 80 y las 140 toneladas, dependiendo del diámetro nominal (pulgadas) de la manguera.
A continuación, te detallo cómo se distribuye esta fuerza según el tamaño, ya que a mayor diámetro, la resistencia del acero es mayor y se necesita más potencia de deformación:
Fuerza estimada según el diámetro (4 mallas)
| Diámetro de la manguera (pulgadas) | Fuerza de prensado estimada (Toneladas) | Tipo de máquina recomendada |
| 1/4″ a 1/2″ | 80 – 100 Toneladas | Portátil / Taller ligera |
| 5/8″ a 1″ | 100 – 140 Toneladas | Taller estándar (P32 o similar) |
| 1 1/4″ a 2″ | 200 – 350 Toneladas | Industrial pesada (P52 / P60) |
Factores clave que determinan la fuerza real:
- El grosor y dureza del terminal (férula/casquillo): Las mangueras de 4 mallas utilizan férulas de alta presión (tipo interlock o de desbroce/no-desbroce pesado) que son mucho más gruesas que las de 1 o 2 mallas. Requieren un esfuerzo mecánico masivo para lograr la deformación plástica del metal.
- El diámetro exterior real: No es lo mismo prensar una manguera de 4 mallas de 1/2″ que una de 2″. El área de contacto del dado (mordaza) es mucho mayor en diámetros grandes, por lo que la máquina necesita multiplicar su tonelaje para alcanzar la presión de compactación necesaria.
Recomendación para el taller
Si en tu catálogo o stock manejas mangueras de 4 mallas de hasta 1 pulgada, una prensadora estándar de taller de 140 toneladas (como las que usan juegos de dados serie 32) te cubrirá el trabajo sin exigir la máquina al límite. Si piensas prensar diámetros de 2″ en 4 o 6 mallas, definitivamente necesitarás un equipo industrial de 280 a 350 toneladas.
Nota de seguridad: Recuerda verificar siempre la tabla de prensado específica del fabricante de la manguera y del terminal (con el calibrador vernier o micrómetro en mano) para asegurar el diámetro de prensado final ($ø$) exacto, ya que un sub-prensado puede causar el desprendimiento del terminal bajo presión, y un sobre-prensado puede dañar la estructura interna de las mallas de acero.