¿Cómo influye el desgaste de los dados o mordazas de las máquinas de prensado de mangueras en el resultado final del ensamblaje?
El desgaste de los dados o mordazas en una prensadora de mangueras hidráulicas es uno de los problemas más silenciosos y peligrosos en un taller de ensamblaje. Como son de acero templado, tendemos a pensar que son eternos, pero la fricción repetitiva metal con metal y las enormes presiones de trabajo terminan alterando su geometría.
Cuando los dados se desgastan, pierden la precisión dimensional original. Esto influye de manera directa y negativa en el resultado final del ensamblaje a través de los siguientes puntos:
1. Pérdida del diámetro de prensado crítico (Crimping Diameter)
Cada manguera y conexión tiene una especificación técnica exacta de prensado recomendada por el fabricante. Si las mordazas están desgastadas (aunque sea por unas pocas micras), la máquina llegará al final de su carrera teórica, pero el diámetro real del prensado será mayor al requerido.
- La consecuencia: La férula o casquillo no comprimirá el caucho de la manguera contra las estrías de la espiga con la fuerza necesaria.
2. El «Efecto Campana» y deformación geométrica
El desgaste en los dados rara vez es uniforme; suele concentrarse en los extremos debido al flujo del metal durante la deformación. Esto altera la conicidad del prensado.
- La consecuencia: Se genera un prensado desigual (con forma de campana), donde un extremo queda más abierto que el otro. Esto reduce drásticamente la distribución uniforme de la carga y el sellado.
3. Fugas bajo alta presión o picos de trabajo
Un ensamblaje con dados gastados puede pasar una inspección visual simple, pero fallará en el campo. Cuando el sistema hidráulico alcance su presión de trabajo o sufra un golpe de ariete (pico de presión), el fluido encontrará el camino de menor resistencia.
- La consecuencia: Microfugas constantes de aceite que contaminan el equipo o, peor aún, una falla catastrófica por desprendimiento.
4. Riesgo de «Blowing-off» (Desprendimiento del terminal)
Este es el escenario más peligroso. Si el desgaste de la mordaza es severo, la retención mecánica de la espiga es deficiente. Bajo alta presión, la manguera puede escupir literalmente el terminal de acero.
- La consecuencia: Parada inmediata de la maquinaria, pérdida costosa de fluido hidráulico y un riesgo extremo de accidentes graves para los operadores por la fuerza del latigazo de la manguera suelta.
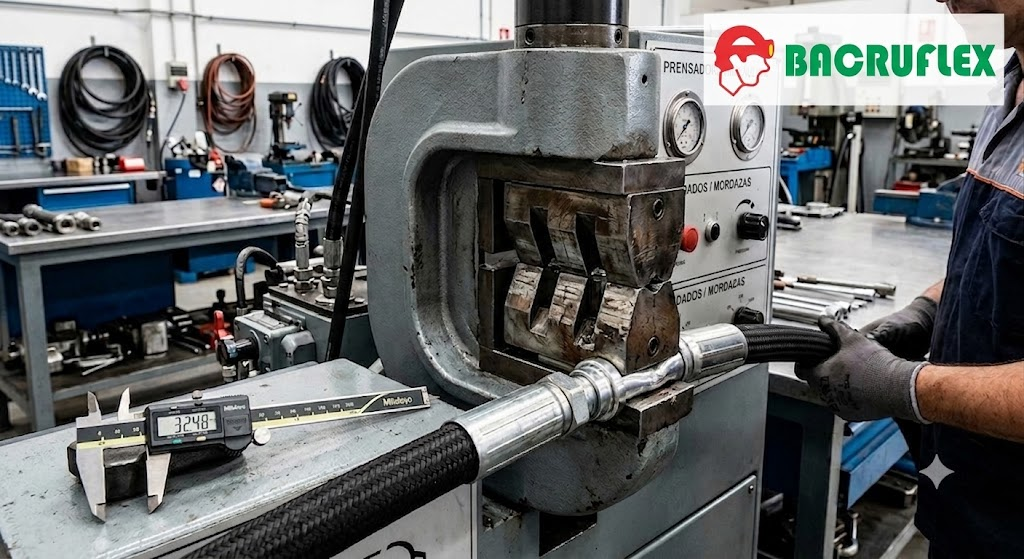
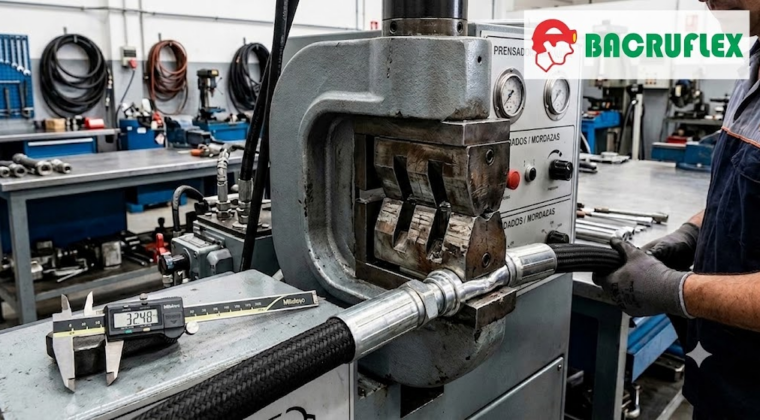
El indicador clave: Si notas que para alcanzar el diámetro de prensado objetivo de la ficha técnica tienes que calibrar la máquina un paso más abajo de lo habitual, es una señal inequívoca de que tus dados están pidiendo un cambio o una rectificación urgente.
Para asegurar la calidad del ensamblaje, es vital implementar una rutina de control: medir siempre el diámetro final con un calibrador vernier digital (pie de rey) en la zona media de la férula y verificar periódicamente el estado físico de las caras internas de cada sección del dado.